
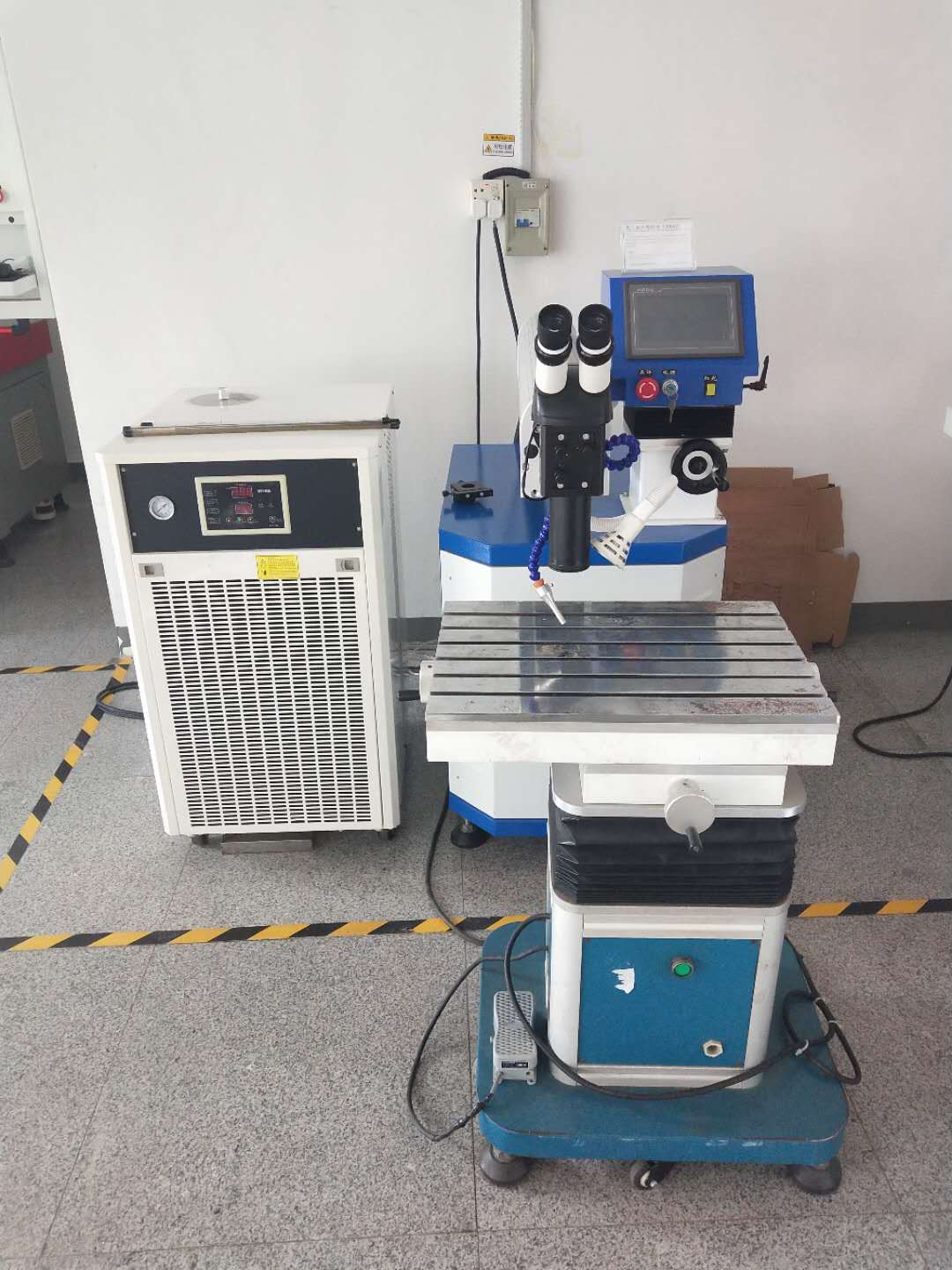
模具激光焊接机
模具激光焊接机最早被称为镭射焊接机,在发展过程中,模具的激光焊接机也被称为模具激光修补机,但其都是利用常规的激光焊接方法来实现激光焊接机、激光点焊、激光修补等方法进行微小区域的局部加热,达到讲材料融化的目结合的目的。
模具焊接机工作原理
模具激光焊接机同是激光焊接机的分支,所以工作原理都是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。目前已经有推出大功率激光焊接机,对于较厚的材料都可实现各样式的激光焊接机、修补。
模具激光焊的特点
模具激光焊接机采用大屏幕液晶中文界面显示,让操作者更容易学些和操作,该设备还采用字形编程功能,实现多模式工作,适合于多数材质的模具修补。不仅热影响区域小,氧化率低,更不会出现砂眼、气孔等现象,对于修复模具后效果达到结合处无凹凸现象,更不会导致模具变形。
模具激光焊接机应用范围
模具激光焊接机、修补机以50-60洛氏的温度,对模具、精密注塑、压铸、冲压、不锈钢等硬质材料的裂痕、崩角、摸边及靡损密封边修补、焊接;准确率高,激光焊点直径只有0.2mm~1.5mm ;受热面积小,加工件不会变形;焊接后可蚀纹,不影响效果 。

模具激光焊接机配置及加工工艺
模具激光焊接机在进行模具修补时,要注意如何满足修补精度和修补质量,模具激光焊接机的控制系统起到了关键性的作用。
1、模具激光焊接机要采用10X或15X的显微镜监控操作。
2、模具激光焊接机电源可采用波形可调功能,适合不同材质的焊接。如:模具钢、不锈钢、铍铜、铝等
3、可采用CCD系统(摄像系统)进行监控,作用是:除操作人员从显微镜观测外,非操作人员可以通过摄像系统的显示屏观看到整个的烧焊过程,此装置被利于到对非操作人员的技术培训和展会演示,对推广激光烧焊技术起到很好的推进效果。
4、能够融化不同直径的焊丝,从直径0.2-0.8都能融化。
5、模具激光焊接机必须使用氩气保护,而且程序要设定成先出氩气再出激光的方式,防止在连续加工时,第一个脉冲激光出现氧化的现象。
6、TFLASER模具激光焊接机电源可设置的参数:电流50-400A,脉宽0.1-20MS,频率0-50,正常焊接模具时加工参数如下:电流:90-120;脉宽:4-6;频率5-10。 在焊接铍铜和铝材时,电流增加30-50A
7、模具激光焊接时,最常见的是焊接部位周边有咬痕,要采用激光空打的方式将焊接部位空打后盖住可能产生咬痕的变,防止咬痕的出现。光斑超过焊接位置的边缘0.1mm即可。




